
Page 8 - 《食品科学技术学报》2022年第1期
P. 8
4 食品科学技术学报摇 摇 摇 摇 摇 摇 摇 摇 摇 摇 摇 摇 摇 摇 摇 摇 摇 2022 年 1 月
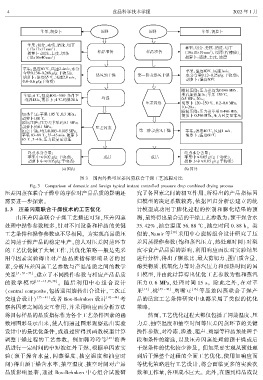
图 3摇 国内外典型压差闪蒸联合干燥工艺流程对比
Fig. 3摇 Comparison of domestic and foreign typical instant controlled pressure drop combined drying process
压差闪蒸在联合干燥中的序位对产品品质的影响还 究了各因素之间的相互作用,所得出的产品指标回
需要进一步探索。 归模型的决定系数较高,依据回归分析法建立的统
1郾 3摇 压差闪蒸联合干燥技术的工艺优化 计模型成功用于膨化过程的控制和膨化结果的预
由压差闪蒸联合干燥工艺描述可知,压差闪蒸 测,最终得出最合适的干燥工艺参数为:预干燥含水
处理中操作参数较多,针对不同设备和样品的关键 35郾 42% ,抽空温度 56郾 88 益,抽空时间 0郾 88 h。 类
工艺条件和操作参数也不尽相同。 为实现高品质压 似的,Namir 等 [38] 采用中心旋转组合设计研究了压
差闪蒸干燥产品的稳定生产,前人对压差闪蒸环节 差闪蒸操作参数(饱和蒸汽压力,热处理时间)对梨
的工艺优化做了大量工作,其优化策略一般是先采 皮零食产品品质的影响,利用响应面法对实验结果
用单因素实验得出对产品品质指标影响显著的因 进行分析,得出了膨胀比、最大剪切力、蛋白质含量、
素,分析压差闪蒸工艺参数与产品品质之间的数学 酚类物质、抗氧化力等对蒸汽压力和加热时间的回
关系 [4, 35 - 37] ,建立了不同操作参数与相应产品品质 归模型,并由此计算得出优化工艺参数为饱和蒸汽
的数 学 模 型 [14 - 15,36,38] 。 随 后 利 用 中 心 组 合 设 计 压力 0郾 6 MPa,处理时间 15 s。 除此之外,在对苹
(central composite,包括通用旋转组合设计,二次正 果 [14] 、桃 [45 - 46] 、鹰嘴豆 [16] 等压差闪蒸联合干燥产
交组合设计) [35 - 41] 或者 Box鄄Behnken 设计 [42 - 44] 考 品的适宜工艺条件研究中也都采用了类似的优化
察各因素之间的交互作用,并采用响应面分析方法 策略。
将目标样品的品质指标作为各个工艺条件因素的函 然而,工艺优化过程大都仅包括了闪蒸温度、压
数用图形显示出来,使人们通过图形观察选出实验 力差、抽空温度和抽空时间等压差闪蒸环节的关键
设计中的最优化条件,或通过所得到函数模型计算 操作参数,对冷冻、渗透、超声、烫漂等样品预处理手
调整干燥过程的工艺参数。 例如郭玲玲等 [43] 将香 段和条件的筛选,以及压差闪蒸处理前预干燥或后
菇进行一定时间的中短波红外干燥,根据单因素实 干燥条件的优化较少涉及。 但如果要实现从预处理
验( 预干燥含水量,闪蒸温度、抽空温度和抽空时 到后干燥整个过程的全面工艺优化,使用如响应面
间)得出预干燥含水率、抽空温度、抽空时间对产品 等优化策略进行工艺设计,将会面临更多的实验次
品质影响显著,通过 Box鄄Behnken 中心组合试验研 数和工作量,各项成本巨大。 此外,在遇到样品或设